| 提交询价信息 |
| 发布紧急求购 |





价格:电议
所在地:山东 青岛市
型号:
更新时间:2018-06-30
浏览次数:1452
公司地址:山东省青岛市黄岛新区双珠路288号东方金石大厦8F
![]()
丁经理(先生)
青岛华凌科技有限公司专注于自动化控制系统的设计集成,拥有专业的技术水准和丰富的行业经验。在新能源自动化控制、润滑油自动化控制、精细化工、医疗化工自动化控制,真空玻璃生产自动化控制,环保行业过程自动化控制,防爆现场自动化控制等各行业领域业绩斐然。
我公司的发展理念:开创自动化生产、智能化制造新时代!
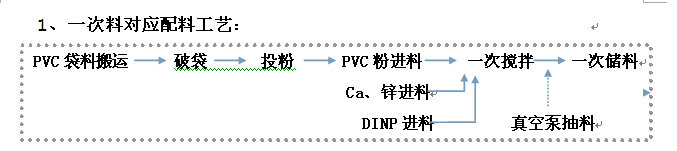
2、改造前上述配料工艺存在问题:
①PVC粉破袋、投粉劳动强度大;
②投粉时有粉尘污染,工作环境差;
③PVC投粉无计量,投料量无法查实、追踪;
④Ca、锌原材料加料无计量、无法控制加料量;
⑤一次搅拌及一次储料均为人工操作,节奏紧张且存在误操作可能性。
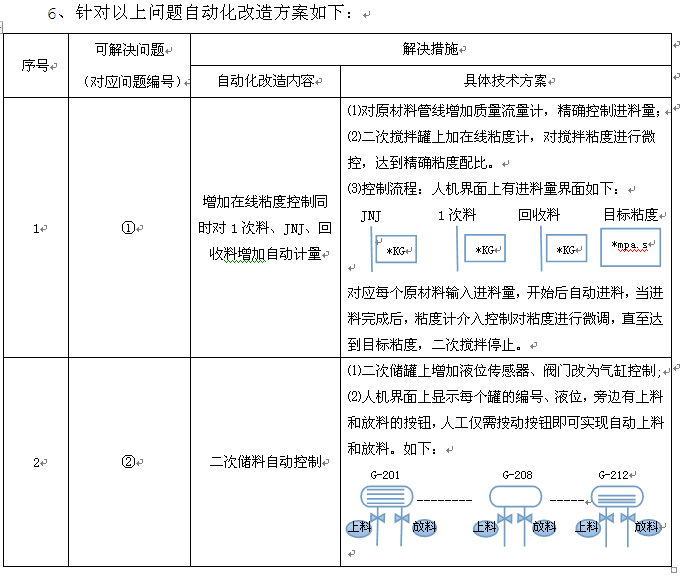
3、针对以上问题自动化改造方案如下:
|
序号 |
可解决问题 (对应问题编号) |
解决措施 |
|
|
自动化改造内容 |
具体技术方案 |
||
|
1 |
①② |
增加破袋机并用绞笼输送 |
⑴破袋机原理:夹住袋子四角,从下方破袋并进行抖动落料,减少余料残存。 ⑵破袋完成后,粉料由绞笼输送带进入搅拌罐。 |
|
2 |
③ |
破袋前加输送并检测 |
⑴破袋机前有输送带连接,并在输送带上对袋料进行检测、自动记录投粉量(单位KG); |
|
3 |
④ |
在Ca、锌原料罐上增加称重传感器 |
⑴在原料罐上增加称重传感器,信号通过变送显示单位为KG; ⑵人工输入加料量,传感器控制,达到加料量后自动控制阀门关闭,达到加料。 |
|
4 |
⑤ |
一次搅拌、储料自动控制 |
⑴一次搅拌:原材料加料完成后一次搅拌自动开启; ⑵一次储料:一次储罐均增加液位传感器,检测是否空罐,并对应编号,一次搅拌完成后由人工选择储料罐,按下“储料按钮”自动开启真空泵及相关储料进料阀门,实现自动储料。 |
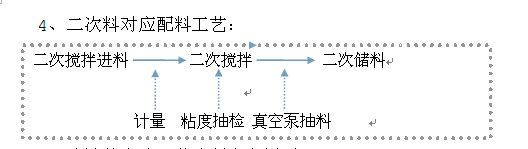
5、改造前上述工艺流程存在问题
①二次糊料粘度配比不够
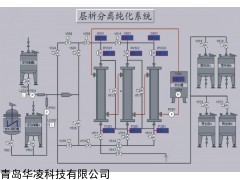
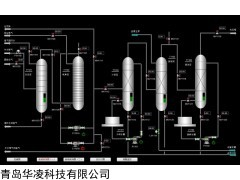
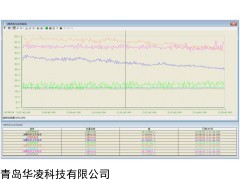
7. 系统软硬件功能设计
蓝帆塑胶手套配料车间自动化控制改造采用浙大DCS系统完成。采用硬件冗余设计,控制模件双重冗余,电源模件双备用冗余,大大提高了系统可靠性。根据上述问题结合既定方案,有针对性的编制相应的控制算法不仅完成了粘度的自动控制,更是实现了整个车间的完全自动化生产。
 免责声明:以上所展示的[ 医疗化工自动化控制系统]信息由会员[青岛华凌科技有限公司]自行提供,内容的真实性、准确性和合法性由发布会员负责。
免责声明:以上所展示的[ 医疗化工自动化控制系统]信息由会员[青岛华凌科技有限公司]自行提供,内容的真实性、准确性和合法性由发布会员负责。