| 提交询价信息 |
| 发布紧急求购 |



价格:电议
所在地:北京
型号:汉诺威在线焊接质量分析仪
更新时间:2023-10-27
浏览次数:1667
公司地址:北京经济技术开发区荣华南路16号中冀斯巴鲁大厦1504
![]()
程先生(先生)
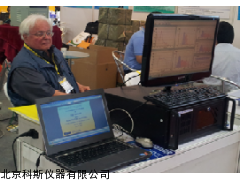
汉诺威在线焊接质量分析仪通过对焊接工艺参数进行实时在线监测及数字化记录,并由分析软件对数据进行实时统计分析,是目前对焊接工艺过程进行计算机辅助监控和质量分析的的焊接质量分析仪器。主要实时测量焊接过程中的电参数(焊接电流、焊接电压),对瞬时值进行统计处理,得出幅值特征的概率密度分布曲线和时间特征的时间频数分布曲线,用来分析评价各种焊接材料、焊接电源、焊接工艺的电弧物理特性。
德国汉诺威大学的 Dietrich Rehfeldt 教授(Prof. Dr. D. Rehfeldt)从1966年开始带领他的JOINING OF MATERIALS (JOM) 科研团队一直潜心于汉诺威焊接质量分析仪的开发与研制,在焊接行业享有盛誉,新版本AH-XXIV-2E,是目前上的在线焊接质量分析与焊接过程测试仪器。
Rehfeldt 教授还与北京工业大学焊接研究所一直进行合作,服务与境内的科院与教学。此外,北京工业大学的科研人员经过多年的潜心研究,专门研制出适合拍摄焊接用的氙灯白光背光光源,配合变焦微距镜头、近摄镜、减光镜、保护UV镜、全色滤镜等各种附件,与高速摄像机的各种外触发功能相协调,实现了高速摄像机对焊接过程熔滴和熔池动态变化过程的清晰观察与拍摄,并将焊接工程电参数的采集、分析与高速拍摄系统实现同步与软件对接,形成了一套完整的焊接过程研究与质量控制的解决方案。
主要应用于:
l 气体保护焊,手工电弧焊,氩弧焊,埋弧焊等
l 焊接过程的分析和监测;
l 焊接材料质量评定;
l 焊接工艺优化与验证;
l 焊接电源校准和诊断。
.JPG)
.JPG)
硬件配置:
u 电压传感器:±128V
u 电流传感器:±1000A
u 隔离变压器:1000V
u 工控服务器:处理器AMD A8 5600K,8G内存、1TB硬盘,DVD读写
u 操作系统: MS-Windows 7专业版
u 12位A/D卡 16个通道,zui大采样频率:330kHz。 短采样间隔:单通道3.2微秒
u 传感器信号调节单元
技术参数:
u 测量范围:
电压:双性-128V~128V 单性0V~128V
电流:双性-1000A~1000A 单性0A~1000A
u 测量精度:电压U≤2% V, 电流I≤2% A
连接示意图:
电压信号由同轴电缆1 通过带分压器和保护电路的低通滤波器接到AH的通道1。
电流信号由同轴电缆2 通过电流传感器与AH的通道2相接。
测试参数:
u 焊接电压值Us(t)
u 焊接电流值is(t)
u 短路时间T1
u 燃弧时间T2
u 加权燃弧时间T3
u 过渡周期Tc
各个时间参数的意义:

l 在燃弧时间T2(us(t) > UN)内母材和填充材料被熔化
l 在短路时间T1(Us(t) < UN)内,熔滴过渡到熔池(T1 > T1MIN)或只是以很短时间与熔池接触一下(T1 < T1MIN)
l 加权燃弧时间T3 描述的是两个较长的短路时间(T1 > T1MIN)之间的区域,瞬间短路的时间(T1 < T1MIN)也计在加权燃弧时间T3 内。
l 过渡周期Tc 由T3 和T1 构成
以上四个时间参数多分为1024 个组
|
AH-版本 |
AH-XXll-2E |
AH- XXIV -2E |
|
MS操作系统 |
WIN XP prof/SP2 |
WIN 7 prof |
|
频道 |
2 |
2 |
|
触发输入 |
— |
+ |
|
触发输出 |
— |
— |
|
类宽T1 |
0.5ms |
可选 |
|
类宽T2 |
1.0ms |
可选 |
|
类宽T3 |
1.0ms |
可选 |
|
类宽T4 |
1.0ms |
可选 |
|
脱机分析 |
— |
+ |
|
电压—传感器—因子 |
12.8 |
可选* |
|
电流—传感器—因子 |
100 |
可选* |
|
幅度范围 |
+/-10V |
可选* |
|
DAQ转换时间 |
5microsec |
可选* |
数据统计:
l 焊接电压概率密度分布PDD n(u)
l 焊接电流概率密度分布n(i)
l 短路时间频数分布CFD N(T1)
l 燃弧时间频数分布N(T2)
l 加权燃弧时间频数分布N(T3)
l 过渡周期频数分布N(Tc)
l 平均值m
l 标准偏差s
l 变异系数s / m
l zui大概率密度
l zui大概率的组
l 测试参数的zui大、zui小值
在统计分析中,图表可随意放大缩小,可只显示用户感兴趣的部分,亦可生成附加信息文挡。
弧焊熔滴过渡的统计分析:
一个短路熔滴过渡的焊接过程可以分为三个不同的物理阶段:
-电弧燃烧时间与电和基体材料的熔点,
-短路时间和熔滴过渡,
-短路后重新燃弧的时间。
-燃弧电压/电流,
-短路电压/电流,
-重新燃弧电压/电流,
也是用瞬时振幅值的概率密度分布(PDDS)统计学评估的,统计分析也能验证电弧焊接工艺是熔滴自由过渡或是喷射过渡或脉冲过渡。 这些过渡中,短路过渡是一个过程中的扰动,它产生飞溅等。所有的焊接工艺质量的重要数据,可从统计电压,电流和时间中确定。数据输出方式:
l 存储测试数据
l 在打印机或磁盘上输出部分或全部的参数、图表
l 以ASCII 文件输出测试结果,以便用其它程序进行处理
用户通过菜单选择和对话框输入来操作程序。
通过一系列的选择便可输入数据,在输入数据时,程序拒接受容许范围外的值,从而避免了无效的数据输入。用硬盘来存储测试数据,特别是输出的ASCII 文件。带有Zip或CD-ROM写入器,用于备份数据。
 免责声明:以上所展示的[汉诺威在线焊接质量分析仪 汉诺威在线焊接质量分析仪]信息由会员[北京科斯仪器有限公司]自行提供,内容的真实性、准确性和合法性由发布会员负责。
免责声明:以上所展示的[汉诺威在线焊接质量分析仪 汉诺威在线焊接质量分析仪]信息由会员[北京科斯仪器有限公司]自行提供,内容的真实性、准确性和合法性由发布会员负责。