森发木器机械生产的全自动双开槽封边机有哪几个部分:
1.预铣:采用双铣刀对裁板锯\开料锯加工后引起的波纹痕迹、毛刺或者不垂直现象,进行再次修饰,以达到更好的封边效果。使得封边条与板材的贴合更加紧密,整体性和美观度更佳。
2.涂胶封边:通过特殊的结构,使封边板材和封边材料双面涂胶均匀,保证粘合力更加牢固。
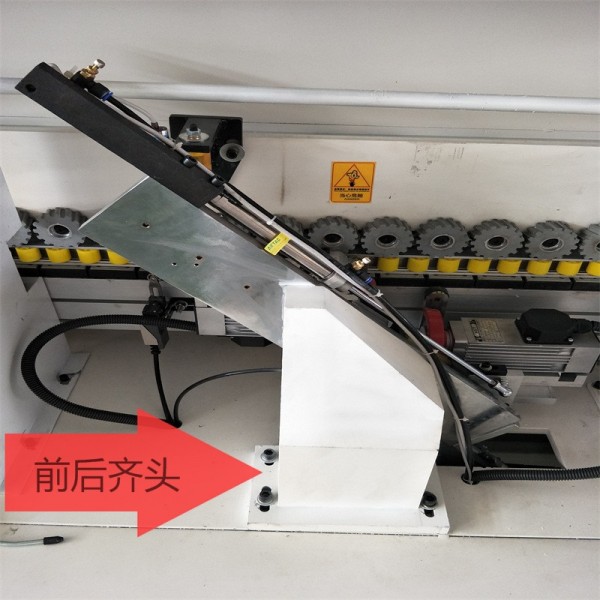
3.齐头:通过的直线导轨运动,采用靠模自动跟踪和高频高速电机快速切削结构,保证切断面平整光滑。
4.精修:均采用靠模自动跟踪和高频高速电机结构,保证修边的板材上下部分的平整光滑。用于修去加工板材封边条上下多余的封边材料。精修刀为R形刀。主要用于板式家具的PVC、亚克力封边条,以0.8mm厚以上的封边条为佳。
5.刮边:用于消除修边非直线运动的切削过程所引起的波纹痕迹,使板材上下部分更加光滑整洁。
6.抛光:用棉质抛光轮清理加工好的板材,通过抛光使封边端面更加光滑。
7.开槽:用于衣柜侧板、底板等直接开槽,减少裁板锯的工序更方便快捷;也可用于门板铝包边的开槽。
山西SF-QT全自动直线双开槽封边机开启你人生的一桶金
森发全自动封边机如何养护:
1.开机时检查机器,确保胶滚正确转向。
2.根据胶粒种类选择合适的工作温度,没到设置温度不可开机。
3.尽量选择同类封边条,宽度一致,厚度均匀。
4.封边时,工件紧靠档位板,紧贴输送带均匀向前推进,直至自动输送时停止推动。
5.不使用时应关闭胶门。
6.每10~15天,定期清除胶灌内死胶。
7.加热时,不得移动或震动机器,避免损坏加热器和电热烫。
8.停机后清洁机器,吹干净马达上的灰尘。
山西SF-QT全自动直线双开槽封边机开启你人生的一桶金
1、 检查胶盒中是否有胶后开机预热到190-230°(根据气候温差时间约10-30分钟);
2、 确认对应板材封边带的颜色、规格,无误后开始下项操作;
3、 主机手开始调试机器,主要根据封边带厚度调整压轮压力、调整修边刀、刮刀,以上数值体现在数字定位表上,同时根据板材厚度调整压轮高度,常规封18mm厚板时计数表体现180值,但可考虑压轮轻微磨损情况按经验可向下微调0.2mm;
4、 调试后进行参数调整精度试验,确认封边后有齐头是否在20mm内、有无啃边、胶线、导圆是否规则、粘结是否牢固;
5、 经试验无误后开始封边操作,要求部件水平拿起轻放在工作台上,封边面与靠挡靠严后送入传送带中,长的部件应用力向靠挡推,直至全部进入传送带方可,部件与靠挡不能脱离;
6、 门板封边应先封高后封宽度,箱体板封边先封深度后封高或宽度;
7、 封边接料时检查封边质量,确认符合质量要求后轻放在托盘上,将封过边板件朝一个方向整齐摆放;
8、 手工修边可用壁纸刀片与板件略微倾斜一定角度,顺向刮动。以去掉胶线及封边带高出部分,要求刀片锋利修后封边带无凹凸不平,无啃边无划伤,同时板件要求用干净抹布清理干净;
9、 作业完毕,先关闭机器开关后关闭电源,机器清理干净
山西SF-QT全自动直线双开槽封边机开启你人生的一桶金
一:后齐头下行速度或为过快或下行气压太大,会使靠尺撞板产生磕板。
解决建议:调整后齐头气缸进/排气调压阀,使下行速度力量全部降低。
二:前齐头上行压力过大,板材行进时撞击前头靠尺
解决建议:调整封边机前齐头上行调压阀压力使力量柔和。
三:前齐头下行信号行程开关位置错位也会发生板材行至预定位置而碰不着行程开关或直接碰掉开关,导致无信号发出而磕板。
解决建议:调正行程开关位置,若有严重损坏直接更换。
四:封边机齐头靠尺导向轮缺失造成磕板。
解决建议:更换导向轮
五:封边机齐头靠尺接触面有毛刺。
解决建议:用细纱布磨掉。
本页产品地址:http://www.geilan.com/sell/show-7218850.html





 免责声明:以上所展示的[SF-QT 全自动直线双开槽封边机]信息由会员[宁津县森发机械科技有限公司]自行提供,内容的真实性、准确性和合法性由发布会员负责。
免责声明:以上所展示的[SF-QT 全自动直线双开槽封边机]信息由会员[宁津县森发机械科技有限公司]自行提供,内容的真实性、准确性和合法性由发布会员负责。