| 提交询价信息 |
| 发布紧急求购 |




价格:电议
所在地:浙江 宁波市
型号:YOLO-GJC10QZ
更新时间:2019-02-18
浏览次数:3517
公司地址:宁波市国家高新区13486690661
![]()
姚经理(先生)
出具中國計量院檢定證書和市級計量院證書



用途說明
YOLO-GJC15QZ型全自動智能鋼卷尺檢定裝置(檢定儀)是堯零智能儀器科技公司依據新國家標準精心研製,採用先進技術,通過自動設置、自動運行、自動測算、自動列印結果的全自動化測控程式,可用來檢定線紋尺、鋼卷尺、鋼帶尺、測深量油尺、鋼圍尺、纖維卷尺、鋼板尺(鋼板尺只能比較測試,不能建標)、等常規量具的示值誤差;如配上零位校驗臺可對比檢定測深量油尺的零位偏差。
![]() 產品原理
產品原理
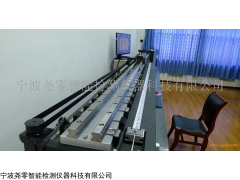
檢定裝置測量系統由大理石基座、直線導軌,驅動工作臺,光柵測量系統,電機驅動系統,圖像採集系統,圖像標定系統,各項軟體及檢定安裝、夾緊附件等組成。其基座為大理石構成,直線導軌固定在大理石導軌基座上,導軌上的移動工作臺用來安裝瞄準裝置,微調對線工作臺和光柵測量頭,移動工作臺在電機的驅動下進行測量。
圖1-1為線紋尺檢定裝置工作示意圖:
圖1-1 全自動智能鋼卷尺檢定裝置-工作示意圖
該裝置採用金屬光柵作為測量標準,使用圖像識別技術識別被檢尺的刻度,電腦讀取測量值、自動顯示被測尺的實際測量值並實現測量結果的即時記錄、處理、存儲,自動形成原始記錄和檢定證書等,利用光柵技術可方便的進行數字顯示與細分。![]() 產品優勢
產品優勢
1.測量平臺採用鏡面進口不銹鋼材質
2.採用測控裝置智能跟蹤,自動計算結果。
3.配備砝碼專用升降臺。
4.提供卷尺專用零位檢定臺。
5.無償質保3年,終身維護。
![]() 技術參數和軟體功能
技術參數和軟體功能
1、設備型號:YOLO-GJC10QZ
2、測量範圍:(0~10)m。(能實現10m以下鋼卷尺的檢定)
3、光柵尺解析度:1μm。
4、光柵尺測量不確定度:U =(0.01+0.01L)mm 其中:L單位m。其精度指標滿足JJG 1-1999《鋼直尺檢定規程》對標準器精度的要求;滿足JJG 4-1999《鋼卷尺檢定規程》對標準器精度的要求。
5、顯微鏡分辨力: 5μm
6、工作電壓:AC220V±10%,(50~60)Hz。
7、工作環境溫度:(20±2)℃。
硬體概覽圖1-3 主操作介面
1、 主菜單、公司LOGO、儀器全名及版本號顯示區
各功能按鍵如表1
|
菜單名 |
子菜單 |
功能說明 |
|
檔 |
初始化相機 |
當圖像區無圖像時可以初始化相機 |
|
退出 |
退出檢定程式 |
|
|
設置 |
刻線標定 |
採取標準刻線進行像素標定 |
|
棋盤標定 |
棋盤式像素標定法 |
|
|
操作 |
線紋寬度檢測 |
對線紋尺的線紋寬度進行檢定 |
|
點選零刻線 |
點擊獲取零刻線 |
|
|
尺的端邊至一條線紋的示值誤差 |
檢定鋼尺直的尺的端邊至一條線紋的示值誤差 |
|
|
幫助 |
顯示電腦ID |
獲取電腦ID號 |
|
註冊電腦 |
註冊軟體的使用期限 |
表1
2、 零刻線
3、 檢定過程中圖像顯示區
4、 像表比例尺
5、 檢定資訊提示欄
6、 操作用戶狀態提示欄
|
用戶狀態 |
用戶許可權 |
|
Administrator |
管理員,有檢表、數據修改許可權 |
|
Operator |
操作員,僅有基本的檢定許可權 |
|
Guest |
來賓,僅有查看歷史數據的許可權 |
表2
7、 檢定基本資訊顯示區、主操作區
|
按鈕名 |
功能說明 |
|
開始檢定 |
全自動/手動檢定開始按鈕 |
|
停止檢定 |
中止本次檢定(中止後,儀器會自動回到檢定初始狀態) |
|
檢定資訊 |
檢定資訊輸入窗口(見圖1-4)啟動按鈕 |
|
列印/預覽報表 |
報表窗口啟動按鈕 |
|
歷史記錄 |
歷史記錄窗口(見圖1-7)啟動按鈕 |
表3
8、 線紋尺的數據顯示區
9、 速度調節
10、 功能按鍵區
1.4.2.2 功能按鍵說明
圖1-4 檢定資訊輸入窗口
1、“檢定資訊”中的“鋼直尺”說明

圖1-5 鋼直尺資訊
|
序號 |
選項名 |
說明 |
|
1 |
種類 |
檢測尺的種類,如鋼直尺、鋼卷尺等 |
|
2 |
名稱 |
每種線紋尺所分的具體類型,如鋼直尺分“普通鋼直尺”、“棉纖維鋼尺”兩種類型可供選擇 |
|
3 |
測量範圍 |
指被檢線紋尺的測量範圍 |
|
4 |
準確度等級 |
指鋼卷尺的準確度等級,分為Ⅰ級和Ⅱ級 |
|
5 |
檢定類別 |
按規程分新製造、使用中兩種 |
|
6 |
檢定方式 |
分全自動和手動兩種檢定方式 |
|
7 |
分段 |
分段法檢線紋尺時設定的分段長度 |
|
8 |
自定義檢定點 |
檢定員可手動設定線紋尺的檢定點(見圖1-6) |
表4
2、“自定義檢定點”各按鈕說明

圖1-6 自定義檢定點
有兩種自定義方法,一種為自定義檢定點數,一種為自定義檢定點。自定義檢定點方法II檢定點間隔用英文逗號隔開。

圖1-7 歷史記錄
|
操作類 |
功能按鍵名 |
功能按鍵說明 |
備註 |
|
主操作類 |
刪除記錄 |
刪除選定記錄 |
|
|
查看報表 |
查看所選檢定記錄的詳細數據 |
||
|
管理數據 |
可修改部分錯誤的輸入資訊,如送檢單位名稱等。 |
該操作許可權僅限於管理員(Administrator)。 |
|
|
列印記錄 |
列印出所選記錄誤差數據表 |
||
|
導出報表 |
導出所選檢定記錄的詳細數據。 |
||
|
點擊進入 |
進入導出的記錄所在的檔內 |
||
|
退出 |
退出“歷史記錄”介面 |
||
|
查詢類 |
按條件查詢 |
按照線紋尺種類或其他條件查詢記錄 |
|
|
按日期查詢 |
按照日期查詢記錄 |
||
|
結果中查詢 |
在查詢結果中可根據已有條件進行第二次查詢 |
可實現多次查詢 |
|
|
所有記錄 |
顯示所有記錄 |
按一定條件查詢後,點擊“所有記錄”,可顯示所有記錄 |
3、“歷史記錄”各按鈕說明
表5
4、“管理檢定記錄”各按鈕說明

圖1-8 管理檢定記錄
![]() 結構細節
結構細節
1、撥動鋼卷尺夾具上的撥動鈕,使鋼卷尺夾具由閉合狀態變為開啟狀態;
![]()


圖2-1 鋼卷尺夾具(閉合狀態)

![]()

圖2-2 鋼卷尺夾具(開啟狀態)
2、由圖2-1和圖2-2可以看到鋼卷尺夾具由閉合狀態調整為開啟狀態時出現了插槽,此時將鋼卷尺頭插入插槽,鬆開撥動鈕即可自動夾緊(如圖2-3所示);
![]()
![]()

圖2-3 裝夾後效果圖
3、將裝夾好的鋼卷尺夾具放入大理石平臺凹槽內,並在夾具尾部連上牽引繩,將牽引繩的另一端通過壓塊固定(如圖2-4所示);
![]()
![]()
![]()
![]()
![]()

圖2-4 牽引繩裝夾
4、鋼卷尺的另一端則通過鋼卷尺固定塊1和鋼卷尺固定塊2來夾緊,並通過緊固螺母固定。(如圖2-5、圖2-6所示)
![]()
![]()
![]()
![]()

圖2-5 固定塊示意圖1
![]()
![]()
![]()
![]()
![]()
![]()
![]()

圖2-6 固定塊示意圖2
5、接著用牽引繩與鋼卷尺固定塊1尾部兩孔相連,並將牽引繩另一端如圖2-7所示與懸空的5Kg標準砝碼相連。

![]()
![]()
![]()
![]()
![]()
![]()

圖2-7 標準砝碼
2.1.2 鋼直尺裝夾將鋼直尺零刻度線向左平鋪於大理石平臺上,並將兩個鋼直尺定位器均緊貼儀器導軌其保持水準,然後將鋼直尺尾兩端對準兩鋼直尺定位器上的同一刻度線。具體效果如圖2-8:

圖2-8 鋼直尺裝夾
2.2 攝像系統調節攝像系統及各部分名稱如圖2-8所示:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

圖2-8 攝像系統
1.使攝像系統通過縱向導軌縱向移動對準被測量線紋尺,並將固定旋鈕2鎖緊。
2.然後通過上旋鈕調節攝像系統的高度位置,並將4顆固定旋鈕1鎖緊。
3.通過光源及調節裝置調節光源到適宜的亮度。
4.通過CMOS攝像系統上的焦距調節撥動鈕調節鏡頭焦距,使圖像清晰易識別。
![]() 設備配置
設備配置
|
序號 |
設備名稱 |
|
1 |
工控電腦系統 |
|
2 |
5米整體大理石支撐平臺及地基施工 |
|
3 |
5米滾珠整體直線導軌 |
|
4 |
光柵尺 |
|
5 |
運動控制卡 |
|
4 |
伺服驅動器 |
|
5 |
伺服電機 |
|
6 |
CCD攝像頭及驅動 |
|
7 |
驅動執行機構、加力機構 |
|
8 |
電腦及印表機配置要求如下:臺式電腦:( 液晶顯示器:19英寸 ) 印表機:HP1020 |
|
9 |
檢定軟體: (1)控制完成裝置的自動測量功能,用戶介面友好; (2)按用戶的要求定制列印原始記錄和證書的格式; (3)採用後臺資料庫方式保存被檢鋼卷尺的資訊。 |
|
10 |
技術檔: 設備出廠合格證 設備使用說明書及光碟資料 全自動線紋尺檢定裝置的校準規範 |
![]() 結果分析
結果分析
(一) 由測量裝置引起的測量不確度分量
1. 由光柵示值誤差引入的不確定度分量為u(LR1)
根據光柵的說明書得知,光柵本身的允許誤差極限為±(5+5L)μm,經過軟體補償,可提高為(3+3L)μm,假設為均勻分佈,則有
u(LR1)=![]() =(1.7+1.7L)μm
=(1.7+1.7L)μm
2.由光柵尺材料溫度變化引起的測量不確定度分量為u(LR2)
光柵緊貼直線導軌運動,故光柵的膨脹係數即為製作導軌的鋼材料的熱膨脹係數11.5×10-6/℃,環境溫度變化為0.1℃。假設為均勻分佈,則
u(LR2)=0.1×11.5×10-6×L×103/![]() =0.66L μm
=0.66L μm
3.視覺瞄準裝置引入的測量不確定度分量u(LR3)
由多次試驗可知,瞄準裝置的誤差極限為±3μm,假設為均勻分佈,則
u(LR3)=3/![]() =1.7μm
=1.7μm
4.阿貝誤差引起的不確定度分量為u(LR4)
經過調整,視覺瞄準系統移動的軸線與光柵軸線之間在5m的範圍記憶體在0.010mm的平行度,假設軸線的距離為L時,讀數顯微鏡移動的軸線與光柵尺軸線之間的平行度誤差引入的不確定分量服從均勻分佈,則阿貝誤差引入的不確定度分量為
u(LR4)=(0.010/5)×L/![]() =1.2L μm
=1.2L μm
(二) 被測標準鋼卷尺引起的不確定度分量
1. 標準鋼卷尺刻度的分化性引入的不確定度
根據標準鋼卷尺檢定規程JJG741-2005,寬度的分化性不超過0.02mm,假設為均勻分佈,故有
u(LG1)=![]() =12μm
=12μm
2. 鋼卷尺的熱膨脹引起的不確定度分量
鋼卷尺材料標準碳素鋼的熱膨脹係數為11.5×10-6/℃,環境溫度變化為0.1℃。假設為均勻變化,則
u(LG2)=0.1×11.5×10-6×L×103/![]() =0.66L μm
=0.66L μm
3. 鋼卷尺余弦誤差引起的不確定度分量
在測量長為L的鋼卷尺時,測量全程都使其刻線出現在讀數顯微鏡視場內,二者的zui大調節誤差為1mm,在此範圍內誤差呈正態分佈,則鋼卷尺和導軌平行度引起的不確定度
u(LG3)=[1×![]() /(1000×2.58)]2×106L=0.3L μm
/(1000×2.58)]2×106L=0.3L μm
(三) 合成標準不確定度
uc=![]()
=![]()
=(0.014L+0.007)mm
(L為鋼卷尺長度,單位為m)
(四) 擴展不確定度U
k=2
U=k×uc =(0.028L+0.014)m
沈阳成都西安全自动智能线纹尺钢卷尺检定装置详细配置和技术要求可以来电尧零智能仪器公司咨询! 免责声明:以上所展示的[YOLO-GJC10QZ 全自动智能线纹尺钢卷尺检定装置]信息由会员[宁波尧零智能检测仪器科技有限公司]自行提供,内容的真实性、准确性和合法性由发布会员负责。
免责声明:以上所展示的[YOLO-GJC10QZ 全自动智能线纹尺钢卷尺检定装置]信息由会员[宁波尧零智能检测仪器科技有限公司]自行提供,内容的真实性、准确性和合法性由发布会员负责。