| 提交询价信息 |
| 发布紧急求购 |



价格:电议
所在地:江苏 苏州市
型号:
更新时间:2013-12-02
浏览次数:1085
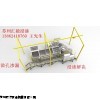
公司地址:苏州相城区渭塘镇爱格豪路40号
![]()
王先生(先生)
苏州浸渗机械设备有限公司是汇毅集团下设的专业以浸渗设备,浸渗工艺,研发和生产的高科技型企业,在真空浸渗技术领域处于国际领先地位。公司坐落于美丽的花城苏州相城经济技术开发区,公司拥有极其优秀技术研发团队和专业化的生产设备 。针对中国市场的实际应用环境,我们对产品进行本土化研发,使产品更符合中国市场的实际需求,并针对客户需求提供专业的技术服务。
针对粉末冶金和铸件生产等行业出现的微孔密封难题,特设立浸渗加工中心,为客户提供免费的实验样品,满足国内客户对于解决金属部件中的裂缝、微孔、砂眼等微孔密封难题的需要。自2000年提供有机浸渗服务十年以来,与国内众多知名汽车铸造企业达成合作(比亚迪,奇瑞,吉利,长安,一汽,重汽,潍柴,丰田,鹰普中国,现代,通用,福特等)使汽车零配件安全性与日俱增,减少废品,减少翻工,节省成本,深受用户的好评。随着制造行业在中国的发展日趋蓬勃,汇毅将为用户提供更好的技术支援,并加强售后服务,为用户解决气孔及铸件质量问题。
汇毅集团是目前内唯一具有高品质含浸液生产能力,同时又能根据用户需要量身订制不锈钢真空浸渗设备的厂家。能为客户提供浸渗加工,浸渗设备 ,浸渗剂 ,浸渗工艺一条龙优质服务,同时使客户降低了使用成本。
为客户创造价值是我们的宗旨,我们用优异的技术,优质的产品,优良的服务满足客户的要求,实现一加一大于二的共赢局面,期待与国内厂商进行合作。
、浸渗工艺
工件浸渗工艺分为前处理、浸渗处理和后处理三个阶段。
1-1、前处理
前处理工艺包括清洗和干燥等工序。
1-2、浸渗处理
浸渗处理工艺包括工件抽真空、负压吸入浸渗剂、加压推出浸渗剂、常压取出工件等工序。
1-3、后处理
后处理工艺包括漂洗、钝化、晾干和热固化、试压等工序。
注:浸渗处理后工件应进行泵压试验,如有泄露可进行第二、第三次浸渗处理,对三次浸渗后仍泄露的工件则作报废处理。
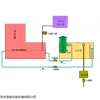
二、浸渗流程图:

三、详细的操作过程
a、浸渗预处理:
铸件在抛光加工后进行,粉末冶金烧结后进行,零件如有油污可用前处理设备进行脱脂,清洗,烘干。
b、浸渗:
==把装有零件的浸渗篮放入浸渗罐中。
==干真空处理:开动真空泵,真空压力在0.099mpa以上,用真空把零件微孔或裂纹内的空气(或水、油等)抽出,抽真空时间为10分钟。
==湿真空处理:用真空把胶液吸进浸渗罐内,胶液的液面高出浸渗篮中零件50-80mm为准,继续抽真空10分钟,然后缓慢卸下至常压,浸泡数分钟。
==特殊情况,如采用高粘度密封剂或者工件体积、厚度较大等,则开启空压机,用压缩空气把胶液压入零件中的微孔或裂纹内,压缩空气压力根据具体情况而定,如果没有特殊要求,压缩空气压力在0.4mpa即可,时间为10分钟。但对大多数用户,可取消加压工序,只采用干真空--湿真空浸渗是迄今有效的方法。压力浸渗后开启输胶液管道阀门,通过压力把浸渗罐中的胶液压回储胶罐内,卸压。
c、沥干及甩干:
==浸渗完毕,打开浸渗罐的盖子,用吊钩把浸渗篮吊离胶液(篮底离开胶液表面),让浸渗篮及其内装零件表面粘附液滴干或甩干,放入甩干机,将胶液甩干,然后把浸渗篮移至洗涤罐中。
d、洗涤:
==洗涤罐中放入能渗过浸渗篮的水。为了能洗涤干净零件的胶液,浸渗篮上下抖动5次或左右摇摆、增加零件表面与水的摩擦,让零件表面多余的胶液溶于水中。洗涤时间为1分钟。洗涤的水集中,经过处理后排出。洗涤次数2次。个别结构特殊的零件,再用喷水枪冲洗内孔等部位。
e、固化:
==将洗涤后的零件放入热水固化槽内,恒温90°C固化时间20分钟。
f、试压:
==固化后的零件放进试压机试压或装配后试压。试压的压力高低,根据零件的使用压力而定。
备注:用于粉末冶金件上有密集较大砂孔的零件,可能有少量零件密封失败,对这种情况建议用户先提供试件,由本厂进行浸渗合格率评估,确保密封成功率在98%以上,再采用本工艺。
 免责声明:以上所展示的[ 浸渗工艺]信息由会员[苏州浸渗设备机械有限公司]自行提供,内容的真实性、准确性和合法性由发布会员负责。
免责声明:以上所展示的[ 浸渗工艺]信息由会员[苏州浸渗设备机械有限公司]自行提供,内容的真实性、准确性和合法性由发布会员负责。