| 提交询价信息 |
| 发布紧急求购 |





价格:电议
所在地:河北 邢台市
型号:PGZ
更新时间:2019-11-11
浏览次数:1231
公司地址:河北省邢台市新河县新兴街4号
![]()
郎占勇(先生) 经理
新河县前进水工机械厂是螺杆式启闭机、固定卷扬式启闭机、移动式启闭机、(球墨)铸铁闸门、铸钢闸门、钢制闸门、不锈钢闸门、玻璃钢拍门、清污机、格栅等水利机械和止水橡胶的专业生产制造厂家,并可满足用户特殊技术要求的设计制造。我厂始终坚持“依法经营、诚信服务、质量第一、顾客至上”的宗旨,建立了完善的质量保证体系。
新河县前进水工机械厂位于董振堂将军的故乡河北省新河县,是一家高科技民营企业。公司成立于70年代初期,主要从事“前进”牌水工产品的制造和研发,现有员工228人,各类高、中级专业工程技术人员近30人,技术生产工人180多人。公司占地面积14674平方米。公司拥有车、钳、刨、铣、冷作、钣金、铸造等,工种齐全,加工能力和技术力量雄厚,并具备理化测试手段与仪器设备,销售网点遍布全国。
多年来我厂以优良的产品质量和合理的产品价格,在全国的水利水电工程建设项目中多次中标,为水利水电建设做出了卓越的贡献。
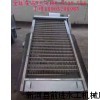
铸铁闸门产品可分为:PZ平板平面铸铁闸门、封闭式铸铁闸门、镶铜铸铁圆闸门、铸铁圆闸门、PZ机闸一体式铸铁闸门、手提式铸铁闸门、弧形铸铁闸门、高压铸铁闸门、拍门、潮门等产品。
注:新河县前进水工机械厂可根据用户的需要采用镶铜不锈钢等方式安装止水.
铸铁闸门材料与制造 1闸门框:门框应采用HT200 或更好的材料制造并应有足够的断面门框应是整体浇铸。门框应按规定的zui大设计水头设计抗拉、抗压、抗剪强度的安全系数至少为5。 2门体:门体应采用HT200或更好的材料制造门板上应铸有足够数量的水平与垂直增筋以适应工作要求。闸门门体应按规定的zui高水头设计抗拉、抗压、抗剪强度的安全系数至少为5。 在门板上装有铝铁青铜制成的耐磨嵌条以提供门体沿导轨开启或关闭时的活动面及作密封之用。3门导轨 门导轨用与门框同样的材料制造拧紧在门框上或门框整体浇铸所有的支承面及接触面需经机械加工。 导轨的长度应是当门体处于全开启位置时至少能支承门板垂直高度的一半同时应采取必要的措施以防止导轨上螺丝的横向移动。螺栓的尺寸应尽可能承担来水压力和楔形块作用志产生的全部推力安全系数为5.导轨上装有铝铁青铜制成的耐磨嵌条作为门体开启与关闭的滑动面。 4楔形装置 楔紧装置有楔座、楔块组成楔座应牢固地连接在门框两侧的适当位置上当门体全闭时应与门体上的楔面完全接触。 楔座采用灰铸铁或更好的材料加工楔块应采用锡青铜制作并应经精加工以保证二斜面zui大面积的接触。 楔紧装置应不锈铜紧固件及定位螺丝牢固地与门框导轨和门体连接并应有足够的可调性经终调整后予以固定楔紧装置的可调部分应设在门框上。配对楔块的倾斜度应按下列要求选择只需要在杆上施加zui小的作用力就可在闸门支撑面上产生zui大的压紧力、从而达到的湛不密性。 5支承密封面 门体和门框的支承面应用轧制或挤压的铝铁青铜条制成并应牢固地安装在经加工的门框和门体的槽中以保证在门框与门体的使用期间保持原位而不发生变形、松动现象。门体和门框上经加工的凹槽在安装支承条之前应凃一层防水粘结剂以保证水密性支承面应精加工。6推力螺母 每座阀门的推力螺母要求足够的设计余量以承受在zui大运行水头下开启或关闭闸门时所产生的推力zui小安全系数为5。推力螺母应用磷青铜制造。 7螺杆及门连接杆 螺杆及门连接杆的尺寸应满足于有正常操作力而产生应力时螺杆及联接杆无纵向弯曲或变形螺杆及连接杆的设计力应不小于在电机停车条件下电动车启闭装置输出推力的1.25倍。螺杆及连接杆应采用实心的不锈钢材料制作。 螺杆应选择合适的螺距以提供闸门启闭所需的操作力和转速其螺纹应是梯形螺纹。 8杆导架 设置杆导架以保持杆的直线度允许有足够的间隙便于操作杆导架应灰铸铁制造并带有磷青铜衬套安装在铸铁支架上。导架与支座间应可作适当的距离调整以达到与杆同心度要求设计的导架经调整后应予以固定在井壁上并使其垂直线不变。
铸铁闸门装置与调试
1. 装置前,要要查看竖框与横框之间、闸板与闸板之间(指多块闸板组合的闸口)的衔 接螺丝,能否在运送装卸中惹起松动,它们的接茬处能否错牙,要调整成一个平面,然后上 紧螺栓。 2. 装置时,将闸口全体竖入闸槽,在两头立框的下面垫上调整垫块(禁止垫下横梁) ,两 立框用手动葫芦和斜拉立稳,将闸口找直找平,各地脚孔内串上地脚螺栓,支好盒子进行一 期浇注,注重混凝土不能埋上闸框,使闸框底平面贴在水泥墙上,当混凝土凝结后,再对闸 框进行调整,拧紧地脚螺栓,对闸口进行调整时,在闸口背面的闸板和闸框的封水处,用塞尺对四周进行空隙丈量,如有大于0.3mm的当地,在该处闸框与混凝土墙间强塞铁片,消除空隙,然后调整至四周空隙都在0.3mm以下,再进行二期浇注,混凝土将闸框埋入二分 之一处为宜。 3. 浇注混凝土时,流进闸板、闸框、斜铁、档板间的灰浆应彻底铲除,以避免灰浆凝结后 影响闸口启闭。 4. 铲除加固物。闸口出厂前,为使闸板、闸框贴合紧凑,装置后削减空隙,2m以上的闸 口在上下横框上装置了4-6个勾板压铁,立框的档板上增加了顶丝,注重在空隙调整后,将 勾板压铁和顶丝撤除,以便闸口启闭。
铸铁闸门运用保护 1. 闸口在启闭时应注重闸板的上、下限方位,不能超限,避免损坏闸口或启闭机。 2. 闸口在启闭过程中如有反常状况应当即停止运用,及时查看修补。 3. 闸口在封闭时距闸底10公分处,暂停1min,让激流冲净底门槽内杂物,然后再将闸口 封闭。
高压铸铁闸门出厂要求:闸门应附有产品合格证、产品使用说明书及装箱单。
产品合格证应包括下列内容:
a.制造帮名和出厂日期;
b.产品名称、型号及规格;
c.工作水头;
d.依据标准、检验结果和检验日期;
e.出厂编号;
f.检验人员及检验负责人签章。
高压铸铁闸门产品使用说明书应包括下列内容:
a.制造厂名;
b.用途和主要性能规格;
c.作用原理和结构说明;
d.标有主要外形尺寸和连接尺寸的安装图;
e.主要零件材料;
f.维护、保养、安装和使用注意事项;
g.可能发生的故障和消除办法;
h.附件清单。
高压铸铁闸门产品装箱单包括下列内容:
a.订货单位和合同编号;
b.制造厂名和出厂日期;
c.产品名称、型号及规格;
d.产品数量和净量;
e.所附文件的名称和份数。
产品装箱单应加盖制造厂装箱检验员的印章及检验日期。
高压铸铁闸门保修期
闸门在投入使用一年内,但不超过发货后18个月,制造厂应对其材料缺陷、制造质量以及在正常使用中所损坏的零部件负责保修。保修期内制造厂应修理或更换。
高压铸铁闸门出厂检验
1.每台产品须经制造厂质量检验部门按本标准检验,并签发产品质量检验合格证,方可出厂。2.订货单位有权按本标准的有关规定对产品进行复查,抽检量为批量的20%。但不少于1台且不多于3台。抽检结果如有1台不合格时应加倍复查,如仍有不合格时,订货单位可提出逐台检验或拒收并更换合格产品。
试验方法与检验规则
高压铸铁闸门密封面间隙检验
门板与门框密封座的结合面,必须清除外来杂物和油污,将闸门全闭后放平。在门板上无外加荷载的情况下,用0.1mm的塞尺沿密封的结合面测量间隙,其值不大于0.1mm。
装配检验
将门板在门框内入座,作全启全闭往复移动,检查门板在全启全闭时的位置、楔紧面的楔紧状况和门板在导向槽内的间隙。用钢尺和塞尺等工具分别进行测量,其检验结果应符合4.3.2~4.3.4的规定。
渗漏试验
密封面应清除任何污物,不得在两密封面间涂抹油脂。将闸门全闭,使门框孔口向上,然后在门框孔口内逐淅注入清水,以水不溢出为限,其密封面的渗水量应不大于1.25L/min·m(密封长度)。
全压泄漏试验
订货单位需要进行本项实验时,可与制造厂协商。试验方法:可将闸门安装在试验池内或现场作全压灌水试验。采用计量器具(量筒、计时表等)检测密封面的泄漏量,其值应不大于1.25L/min·m(密封长度)。
高压铸铁闸门涂漆
1.在涂漆前必须清除毛刺、氧化皮、锈斑、锈迹、粘砂、结疤和油污等脏物。将浇口、冒口、多肉和锐边等铲平,保持表面平整光洁。
2.闸门非工作接角面的涂漆不得有起泡、剥落、皱纹和流挂等对外观质量有影响的缺陷。
3.当闸门用于给水工程时,应采用耐腐蚀涂料涂装;当用于排水工作时,应采用耐腐蚀涂料涂装。
4.涂装要求必须符合YB 3211规定和油漆生产厂的使用说明进行。
:四零零/零三一九/五一六 :一八九零三二九八九八五(郎先生)
【400-0319-516】 【】
 免责声明:以上所展示的[PGZ 高压铸铁闸门]信息由会员[新河县前进水工机械厂]自行提供,内容的真实性、准确性和合法性由发布会员负责。
免责声明:以上所展示的[PGZ 高压铸铁闸门]信息由会员[新河县前进水工机械厂]自行提供,内容的真实性、准确性和合法性由发布会员负责。